LB-62
|
TRUSTARC
|
|
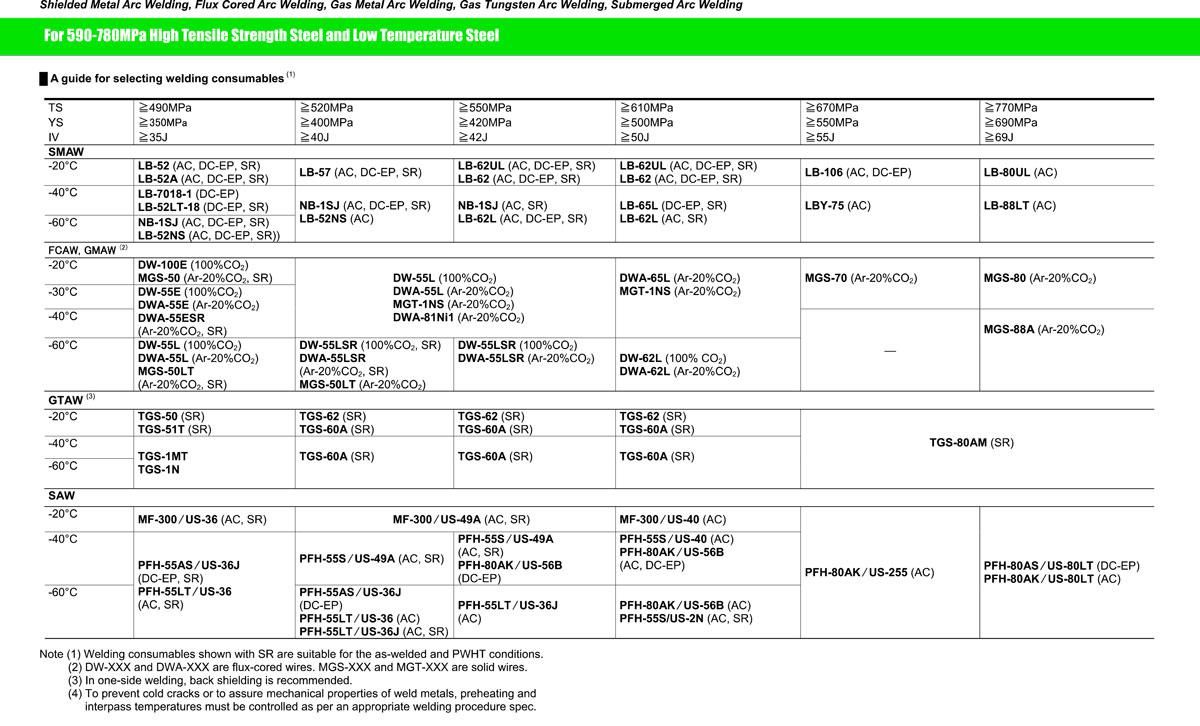
สำหรับการเชื่อมเหล็กทนแรงดึงสูงระดับ 550-610 เมกะปาสคาล
|
มาตรฐานอ้างอิง : AWS A5.5 E9016-G/ JIS Z3212 D5816
การใช้งาน :
เหมาะสำหรับการเชื่อมเหล็กทนแรงดึงสูงระดับ 550-610 เมกะปาสคาล ในงานสร้างภาชนะความดัน, ท่อส่งน้ำสำหรับโรงไฟฟ้าพลังน้ำ (penstock), สะพาน, โครงสร้างแท่นขุดเจาะในทะเล (offshore structure), ยานยนต์ และเครื่องจักรกล
คุณลักษณะเด่นในการใช้งาน :
ลวดเชื่อม LB-62 เป็นลวดเชื่อมหุ้มฟลักซ์ชนิดไฮโดรเจนต่ำพิเศษ (extra low hydrogen) ในทุกท่าเชื่อม LB-62 ให้รอยเชื่อมที่มีคุณสมบัติทางกลที่ดี และผงฟลักซ์ที่หุ้มลวดเป็นชนิดที่มีการดูดซับความชื้นต่ำ สามารถผ่านการตรวจสอบเอ็กซ์เรย์ได้ดีเยี่ยม นอกจากนั้น LB-62 ยังมีความสามารถด้านการใช้งานที่ดีในทุกท่าเชื่อม และเนื่องจากปริมาณไฮโดรเจนที่ต่ำเป็นพิเศษในรอยเชื่อม ทำให้ความต้านทานการแตกร้าวดีเยี่ยม
ข้อควรจำในการใช้งาน :
1) ควรอบลวดเชื่อมก่อนการใช้งานที่อุณหภูมิ 350-400 OC เป็นเวลา 60 นาที
2) ควรใช้เทคนิคแบ็คสเตป (Backstep Technique) ในการเริ่มต้นอาร์ค หรืออาจเริ่มต้นอาร์คบนชิ้นเหล็กเล็กๆก่อนเริ่มต้นเชื่อมแล้วเคลื่อนเปลวอาร์คเข้ามาหาบริเวณที่จะเชื่อม การอาร์คที่เกิดขึ้นบนชิ้นงาน อาจทำให้เกิดการแตกร้าวได้
3) ควรอุ่นชิ้นงานที่ 50-100 OC หรือมากกว่า ขึ้นกับชนิดและความหนาของชิ้นงาน
4) ควรควบคุมระดับกระแสไฟเชื่อมและความเร็วในการเชื่อมเป็นพิเศษ เนื่องจากกระแสไฟเชื่อมที่สูงเกินไปและความเร็วในการเชื่อมที่ต่ำเกินไป จะให้รอยเชื่อมที่หนาขึ้นและทำให้รอยเชื่อมที่ได้มีค่า Impact และ 0.2% offset strength ลดลง
ส่วนผสมทางเคมีโดยทั่วไปของเนื้อโลหะเชื่อม (%)
|
C
|
Si
|
Mn
|
P
|
S
|
Ni
|
Mo
|
|
0.07
|
0.61
|
1.15
|
0.011
|
0.005
|
0.63
|
0.26
|
คุณสมบัติทางกลโดยทั่วไปของเนื้อโลหะเชื่อม
|
0.2% OS
(MPa)
|
TS
(MPa)
|
El
(%)
|
IV
(J)
|
|
550
|
650
|
30
|
150 ที่ -18OC
|
ขนาดที่มีจำหน่ายและช่วงกระแสไฟเชื่อมที่แนะนำ (AC หรือ DC-EP)
|
ขนาดลวด (มม.)
|
2.6
|
3.2
|
4.0
|
5.0
|
6.0
|
|
ความยาว (มม)
|
300
|
350
|
400
|
400
|
450
|
|
กระแสไฟเชื่อม (แอมป์)
|
F, HF, H
|
55~85
|
90~130
|
130~180
|
180~240
|
250~310
|
|
V & OH
|
50~80
|
80~115
|
110~170
|
150~200
|
-
|